Resource Recovery and Waste to Energy
An exchange service has been established to promote trade in recovered
Resource Recovery Facility
materials.
During the 1970's awareness began to focus on environmental crisis avoidance and it seems that attention
has been re-energized and re-focused with todays attitudes towards climate change.
Individual ecology efforts starting in the 1960's evolved into multiple municipal and corporate projects including
several major fortune 500 companies establishing
Resource Recovery
divisions to address a duo mandate of the perceived garbage crisis and energy crisis.
Most of these ventures embraced the
4R's Strategy
culminating with a
Waste to Energy
solution.
Check-out a
Novel
Approach to Waste Recovery.
Incoming Waste Streams
In general as an overview, in the
Recovery 2.0
process the incoming waste streams are identified into the
Volatile Organic Compounds
(VOCs)
and the Inert
Inorganic Materials
fractions.
Volatile Organic Compounds (VOCs)
The
VOC fractions
of the wastestreams include those Organic &
Hydrocarbon wastes
that are
vaporized
in the pyrolysis process.
Inorganic Fraction
The Inert Inorganic materials include a mix of
Metals
and
Oxides,
that encompass Metal and Mineral
Salts.
The Minerals fraction include traditional
Industrial Minerals
and also a variety of
Aluminosilicate Residues
Resource Recovery
During the 1970's a perceived impending
disposal
crisis combined with an energy crisis highlighted by a gasoline shortage
spawned a movement towards Resource Recovery.
The movement focused on the premise that every community would require a Central facility to process the raw waste stream
to recover resources, generate energy and eliminate the waste disposal problem.
Many major entities where engaged in the development of a wide variety of approaches to Central Resource Recovery.
Most of the programs shared some common physical front end challenges. In order to perform mechanical recovery of materials
two preliminary steps are required,
size reduction
and
gravity separation.

Fundamental Separation Approach
There are two basic fundamental approaches to the
separation of materials from waste streams,
the segregation of good materials from the contaminates and
the separation of contaminates from the stream of good materials.
The approach selected will effect the engineering design and material handling system that is implemented.
The different fundamentals will determine the market quality or output compliance of the sorted product stream.
Good from Contaminated
(know as Positive Sort)
The fundamental approach of separating good materials from a mixed or contaminated waste stream is a method used to
insure the highest degree of quality (separation purity yield) of the targeted recovered output.
The volume of residual materials will be dependant on the efficiency of the separation operation.
The residual fraction will result in a concentrated version of the overall incoming waste stream.
This consolidation effect allows you to better determine and manage the further treatment of the residuals.
Contaminated from Good
(know as Negative Sort)
Separating contaminated items from the stream of targeted recovery output (good materials)
only results in lowering the contamination rate.
A separation system that relies upon default removal of contamination risks the integrity (quality) of your entire
targeted recovery output.
Size Reduction - Size Fractions
Size reduction systems
seem to have efficiency obstacles to go from very large to very small,
and as a result most programs adopt a multi stage size reduction process.
An observation of several size reduction operations seems to find natural common size stages
Oversized - Oversized down to plus 6 inch
6 inch - minus 6 inch to plus 2 inch
2 inch - minus 2 inch to plus 1/4 inch
1/4 inch - minus 1/4 inch to plus 10 mesh
Fines - minus 10 mesh & down (fine particles & Powders)
(minus = less than plus = more than)
To facilitate the Resource Recovery process the materials may be segregated into various size fractions to maximize the
material handling optimization potential.
These common size fractions may define different pathways that allow for efficient processing and separation streams.
Size pathways create the opportunities for
Automated Identification
and segregation systems.
Magnetic Separation
Magnetic Separation
Systems are used in a large number of industries to handle a wide spectrum of materials.
The recycling industry relies on Material Handling equipment such as
Magnetic Separation Systems,
Magnets, and
Eddy Current Separators
as an integral part of the recovery process.
Gravity Separation
Gravity Separation achieves the beginning of a homogenous classification.
Gravity Sortation is used on mixed materials to separate a
light fraction
from a
heavy fraction.
Several types of gravity separation include - air classification, floatation, centrifuge,
shaker tables and walking vibration and heavy medium separation.
Light Fraction
If you would like to make a market in
Recovered Light Fraction
materials, use this service to connect directly with potential counter parties.
Gravity Separation achieves the beginning of homogenous
classification,
segregation of a light fraction from a heavy fraction.
The light fraction is made up of mostly paper and light plastics, with the metallics, inert non-metallics and wet organics removed.
This material makes an excellent feed stock for energy from waste as Refuse Derived Fuel
RDF.
BTU values or bio-gasification projects
Heavy Fraction
Gravity Separation achieves the beginning of homogenous classification, segregation of a light fraction from a heavy fraction.
The heavy fraction is made up of metallics (steel and
Mixed Non-Ferrous Metals),
inert non-metallics, including glass and wet organics.
The steel can be removed by magnetic separation, the mixed non-ferrous metals can be repelled from the non-metallic materials,
and optical sorting for glass from the other inert and residual organic materials.
Organic Wet Wastes
Organic Wet Wastes may be generated from a variety of sources including green yard waste,
food waste,
municipal
wet
wastes,
sewage sludge, animal manure and other biodegradable organic waste streams.
Organic Wet Wastes can be reduced through aerobic or anaerobic digestion to
capture methane or
bio-gas
and residual
bio-solids.
Batch flow through systems can be designed to control dwell time while digesting.
As the organic materials degrade, the volume of material condenses.
The implementation of waste digestion systems may be used to increase the throughput and reduce cycle times compared to traditional
composting
programs which maximizes efficiency in order to manage large ongoing incoming volumes of organic wastes.
As a part of a Waste to Energy
(WTE)
strategy, digestion systems provide the opportunity to capture
the potential value by generating
Electricity
from Energy from waste (EFW) projects.
Wet / Dry Recycling
Currently select
municipal recycling
programs are operating and perfecting the Wet / Dry procedures.
The Wet / Dry approach is found to be a much more efficient method of tackling central resource recovery
versus handling the whole garbage stream in regards to materials quality, facility operation and maintenance.
This is a system where the incoming materials are source separated into two streams, WET Organics and DRY everything else
and delivered into two separate processing operations.
Wet materials are handled like any other
organic waste
stream and dry materials can be routed through
the
resource recovery
facilities.
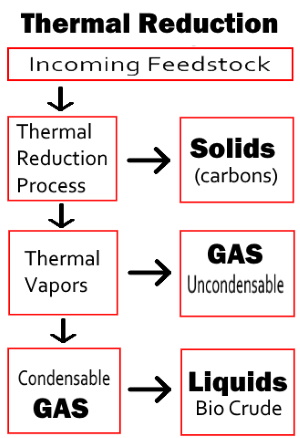
Gasification and Pyrolysis
This technology is a tool utilized to assist in Waste to Energy
WTE
strategy goals.
A number of
variations
of Gasification and Pyrolysis systems reduce
hydrocarbon
materials with a thermal reduction process to produce biogas, raw carbons and oils.
Gasification condensing, or distilling in a gas to liquid, to produce bio fuels.
This approach is applicable for biomass, organic wastes, bio solids, plastics, and rubber hydrocarbon based materials
for the production of bio fuels and Pyrolysis oils.
The Tire Recycling industry utilizes
Tire Pyrolysis
as one option in the scrap tire challenge.
This technology also provides a recovery solution for the hard to recycle
UnSortable Plastic,
mixed hydrocarbon wastes and
BioEnergy Renewables.
Hydrothermal Liquefaction (HTL)
The hydrous pyrolysis or devolatilization process is the thermal decomposition of materials
at elevated temperatures in an inert atmosphere under increased pressures in the presence of a catalyst.
If you wish to buy or sell
Bio Crude
Please add an inquiry to the BioEnergy Renewables exchange service.
Hydrothermal Liquefaction (HTL) mimics, in a matter of minutes, the natural process that occurs deep beneath the earth,
that utilizes heat & pressure in the decomposition of organic matter over millions of years.
The HTL process is applicable for all organic materials, food waste, manures, sewage sludge
and any hydrocarbon waste including plastic, rubber, textiles, wood and paper
irregardless of the moisture content.
To address the recovery of mixed waste streams any successful strategy must take into consideration the
ongoing management of
residual materials
and contamination.

Hot Gas Extraction (HGE)
The typical thermal reduction process vaporizes the organic fraction of the feed stocks and allows
the vapors to cool at ambient temperatures at which point a condensed liquid bio oil is formed.
This Bio Oil or Bio Crude may be further refined into common petrochemical fractions or purified products.
The Hot Gas Extraction
(HGE)
process targets the thermal reduction vapors before they get a chance to condense,
thus capturing an efficiency by saving the energy required to re-refine the bio Crude.
By selective purification of the gaseous elements, the operators may better control the desired output
from the thermal reduction process.
The common primary outputs are focused on the selection, purification and recovery of
Hydrogen
and
CO2.
The HGE approach allows for the discretionary option to produce Renewable Natural Gas
(RNG)
Please note that the implementation of the Hot Gas Extraction (HGE) process will directly impact
the volume of
Bio Crude
recovered.
Energy Inputs
The thermal reduction process is energy intensive since you are required to heat the feed stocks past the point of vaporization.
The primary goal of the thermal reduction process is the decomposition and disposition of waste materials
with a secondary goal of the recovery of green resources.
The energy requirements to operate the thermal reduction process may be derived by diverting a portion of the
recovered energy contained in the incoming waste feed stocks.
In a normal product manufacturing process consuming any portion of the end product would be considered inefficient,
but in the case of waste treatment any output of any recovered resource is a benefit.
If the net energy inputs required to operate the thermal reduction process could be generated from within a portion of
the waste feed stock and no ongoing acquisition of external energy inputs are needed, then you can operate the process at a
Net Zero Energy Cost.
This energy requirement may be assisted with the primary input of alternative renewable sources.
Energy Outputs
The thermal reduction process generates a variety of
BioEnergy Renewables
flexible options to capture and segregate Bio Crude, Renewable Natural Gas (RNG), Hydrogen, CO2 & carbon materials.
One of most desirable outputs may be electricity.
The BioEnergy Renewables generated may be segregated and marketed individually or may be converted into electricity.
Hydrogen and CO2 may generate electricity with the use of a hydrogen fuel cell or an Al/CO2 Electrochemical Cell.
One option is steam turbine generated electricity, combined with a closed loop
combustion
emission capture system,
that may be used to harness the BTU or Calorific Value from carbon fuel & Renewable Natural Gas (RNG).
Thermal Reduction Residuals
The
thermal reduction of clean homogenous feed stocks will produce consistent outputs,
but processing mixed waste materials will result in the accumulation of a wide variety of
Residual Materials.
Any successful waste treatment process needs to have a robust and flexible Residuals Management system
capable of proper handling the multitude of complex materials you may be presented with.
In a closed loop process within a sealed environment you may prevent the uncontrolled escape of emissions
and you are forced to address the elemental regeneration of all the Residual Materials contained.
This allows for the responsible management and molecular breakdown of any potential hazardous or toxic residuals
as well as any non-hazardous or inert by-products.
The Resource Conservation Index
The Resource Conservation Index tracks market trends for waste material markets in three industry
sectors.
By capturing a
daily snapshot
of spot market prices and allows you to freely take a quick view of the past 7, 30, 90 days and 1 & 2 year trends.






Waste to Energy
The concept of Waste to Energy (WTE) or energy from waste (EFW) is simply
converting waste materials or by-products into usable energy.
Historically the main focus of WTE or EFW has relied on the incineration of waste materials as a fuel to produce
heat, steam or electricity.
The evolution of existing technologies and the development of new technology has expanded the spectrum of approaches to include
Gasification and Pyrolysis.
If you wish to trade in commodities or materials for conversion from
Waste to Energy,
Please feel free to ADD you inquiry to the WTE Exchange.
You may also track the market price trends for
Waste to Energy commodities.